Какой металл можно анодировать
Содержание:
- Подготовка к анодированию
- Анодируем алюминий в домашних условиях
- Как правильно мыть алюминиевую посуду
- Сообщений 1 страница 30 из 42
- Что такое гальваника?
- Особенности холодного анодирования
- Способы анодирования алюминия
- Почему алюминий не ржавеет?
- Теплостойкость
- Другие растворы анодирования
- Домашняя технология
- Чем очистить алюминий от продуктов коррозии и окиси
- Общие сведения о технологии анодирования
- Способы анодирования алюминия
- Твердое анодирование алюминия: достоинства и недостатки
- Архитектурное анодирование
- Метод чернения алюминия
- Закрепление детали
Подготовка к анодированию
Своими руками анодирование может провести любой, однако нужно создать минимальные меры предосторожности, прежде чем начинать работу. Лучше всего, чтобы процесс проходил на открытом воздухе: на улице или хотя бы на балконе
Также нужно подумать о самозащите, т.к. в ходе анодирования вы будете иметь дело с кислотой, а это химическое вещество, которое способно вызвать неприятный зуд при попадании на кожу, и куда более тяжелые травмы, если попадет на слизистую оболочку глаз.
Процесс анодирования своими руками вы можете увидеть на фото.
Лучше всего заниматься анодированием в защитных очках и заранее подготовить воду или слабый содовый раствор, чтобы, в случае чего, сразу же промыть участок, на который попала кислота.
Анодирование ни в коем случае нельзя проводить в закрытом помещении, т.к. вы будете иметь дело с выделениями кислорода и водорода, которые появляются на аноде и катоде.
В результате получится электрохимическое соединение по свойствам аналогичное динамиту.
Если создавать подобное электрохимическое соединение в закрытом пространстве, то для серьезных травм и даже смерти будет достаточно одной искры, которую выделяет электрохимическое соединение.
Прежде чем приступать к работе, учитывайте размер деталей: после процесс анодирования они увеличатся в размере как минимум на 0.5 мм – такова толщина защитного слоя, который создается в ходе процесса.
Поэтому проследите, чтобы материалы свободно двигались до начала анодирования, чтобы потом не пришлось начинать заново всю работу, т.к. шлифовать анодированную поверхности практически бесполезно.
ВАЖНО ЗНАТЬ: Технология фрезеровки алюминия с ЧПУ и без
Однако можно отполировать детали с помощью полировочного круга так, чтобы они приобрели зеркальный блеск. Это вполне можно сделать своими руками.
Благодаря этому процессу изделия будут выглядеть лучше, а также уменьшиться вероятность прогара, который нередок при анодировании.
Кроме того, технология анодирования никак не влияет на дефекты деталей – если они есть, то и после окончания работ останутся заметны.
Гальваника – необходимый этап, предшествующий основной работе. Перед ней металл нужно тщательно обезжирить. Для этого лучше использовать хозяйственное мыло и щетку.
Некоторые советуют подержать металл в натрии или калии, но от этого поверхность может испортиться. Нужно промыть изделия попеременно сначала в горячей, а затем в холодной воде.
Видео:
В пластиковую емкость нужно добавить стиральный порошок и растворить его в горячей воде, а затем засыпать туда детали и потрясти их. После промывки нужно высушить твердое тело деталей под горячим воздухом.
Чтобы провести анодирование, вам понадобится электролит, который можно сделать своими руками. Для домашнего изготовления чаще всего используют серную кислоту, которую разводят в дистиллированной воде.
Нужно только учитывать, что в магазинах кислота выпускается разбавленной, поэтому пропорции для смешивания жидкости должны быть 1:1. Процесс анодирования требует около 10 литров электролита для мелких деталей и 20 – для крупных.
Следовательно, вам понадобится 5 литров раствора и 5 литров воды, чтобы получить нужное количество.
Вливать воду в кислоту нужно постепенно, тонкой струей, т.к. жидкость моментально нагревается и при большом потоке просто закипит и начнет брызгать. Не забывайте размешивать смесь с помощью стеклянной палочки и надеть очки перед работой.
Если кислота попала на кожу или одежду, то ее нужно удалить с помощью воды, а затем промыть участок содовым раствором.
Анодируем алюминий в домашних условиях
своими руками необходимо, если вы хотите, чтобы материал бы защищен от коррозии и прослужил как можно дольше.
Алюминий очень часто используется в домашнем производстве и быту, поэтому знать, как обеспечить его защиту своими руками, не прибегая к помощи специалистов, будет полезно каждому.
Благодаря анодированию на поверхности металла появляется плотная и толстая окисная пленка, которая защищает его от коррозии и других негативных факторов воздействия природной среды.
Наиболее прочную и стойкую пленку вам поможет создать технология тонкослойного анодирования, о которой вы узнаете в этой статье.
Как правильно мыть алюминиевую посуду
Среди всех видов кухонных принадлежностей большинство хозяек выбирает алюминиевую посуду. Это легко объяснить – этот металл очень быстро нагревается, нагрев равномерный, посуда хорошо выдерживает износ, имеет легкий вес, что очень удобно в процессе эксплуатации.
Для очистки кухонной утвари большинство женщин использует обычное средство, предназначенное для мыться посуды. Эффект, конечно будет, но незначительный. Есть несколько секретов, позволяющих отмыть алюминий более эффективно:
- Мыть нужно лишь полностью остывшую посуду. Если намочить горячий металл, то существует риск деформаций.
- Если внутри кастрюли имеются пригоревшие остатки продуктов, то кастрюлю заливают теплой водой и добавляют в нее моющее средство. Далее воду нужно оставить примерно на час. После этого пригоревшие остатки пищи легко отойдут.
- Не стоит пытаться очищать посуду кислотами и щелочами – после такой очистки на поверхности могут образовываться темные участки. Нужно помнить, что щелочь и кислота лишают алюминий блеска.
- Отмывать изделия из этого металла лучше вручную – если моют с применением жестких щеток и металлических губок, то на поверхности обязательно останутся следы.
На видео: как отмыть алюминиевую кастрюлю от гари и жира.
Сообщений 1 страница 30 из 42
Поделиться117 Янв 2013 14:48:24
Анодирование алюминиевых деталей самостоятельно в домашних условиях. Гальваника
Алюминий по праву остается популярным материалом для домашнего мастера. Легкость, достаточная прочность, простота обработки, коррозионная стойкость – вот его основные достоинства. Единственные его недостатки – трудность окрашивания в домашних условиях и образование неравномерного налета в виде серых пятен.
Для защиты и окраски алюминия применяют анодирование (анодное оксидирование) – создание на поверхности алюминия тонкого и прочного поверхностного пассивного слоя, препятствующего дальнейшей коррозии металла. Анодированный алюминий имеет ровный светло-серый цвет. Эта же пленка легко окрашивается в любой цвет при помощи обычных анилиновых красителей. (Анилиновые красители применяются для окраски тканей).
В промышленных условиях анодирование проводят в 20% серной кислоте. Но в домашних условиях работать с ней крайне неудобно да и опасно.
К счастью, существует и другой способ анодирования – в растворе углекислого натрия (питьевая сода) и хлористого натрия ( пищевая соль).
Растворы готовят отдельно друг от друга. Для получения насыщенных растворов берут избыточное количество соды и соли, и растворяют их в чистой воде, желательно дистиллированной (продается в магазинах автозапчастей для заливки в аккумуляторы). Соду и соль растворяют в теплой воде, в течении получаса, постоянно перемешивая раствор. Раствора соды потребуется примерно в 9 раз больше, чем раствора соли. Растворы готовят в стеклянной или пластиковой посуде.
После того, как вещества перестанут растворяться, раствор отстаивают 10-15 минут, сливают с осадка нерастворенного вещества и фильтруют. Любая неоднородность в растворе может повлиять на равномерность покрытия алюминиевой детали.
Ванна для анодирования должна быть также алюминиевой. Если такой ванны нет, можно воспользоваться и пластиковой, но ее дно и желательно стенки необходимо покрыть листами алюминия. Можно вырезать из листа алюминия выкройку, как для коробки и согнуть импровизированную «ванну». Смысл этого – в обеспечении равной плотности тока при анодировании со всех сторон детали. К листу алюминия присоединяют провод (так же алюминиевый).
Деталь, предназначенную для анодирования, измеряют, с целью определить площадь ее поверхности, тщательно очищают мелкой наждачной шкуркой, обезжиривают ацетоном. К детали прикрепляют провод, в месте, которое не будет потом видно. Иногда специально для этого оставляют контактный лепесток, который удаляют после анодирования.
В ванну заливают 9 объемных частей раствора соды и одну часть раствора соли. Раствор тщательно перемешивают. Провод от ванны присоединяют к «минусу» свежезаряженной аккумуляторной батареи. (можно использовать и сетевой источник питания).
Деталь должна быть абсолютно чистой. Ее подвешивают в ванной при помощи присоединенного провода так, что бы минимальное расстояние до ванны было не менее 10-15 мм (включая дно). Провод от детали присоединяют через амперметр к «плюсу» аккумулятора. Ток для анодирования должен быть в пределах 10-20 мА на каждый квадратный сантиметр детали. Т.е. если деталь имеет площадь примерно 100 кв. см, то ток должен быть 1-2 ампера. Для его регулировки в цепь включают проволочный переменный резистор.
Процесс анодирования продолжается 1-1,5 часа. В процессе анодирования выделяются микроскопические пузырьки газа. Когда вся деталь покроется ровным серо-голубым налетом, процесс анодирования можно считать законченным. Деталь вынимают из раствора и промывают проточной водой. При помощи густого раствора марганцовки и тампона деталь очищают от продуктов химической реакции. После этого деталь становится гладкой, как бы матово-полированной светло-серого цвета.
Деталь еще раз промывают в проточной воде и высушивают. Затем ее покрывают бесцветным лаком или окрашивают с помощью анилиновых красителей в нужный цвет.
Для создания красящего раствора готовят 10% раствор анилинового красителя , нагревают его до 50-60 градусов и опускают в него деталь. Густоту окраски регулируют продолжительностью погружения детали. Обычно это от нескольких минут до получаса. После окраски деталь промывают, сушат и покрывают лаком.
Что такое гальваника?
Гальваника – раздел в науке «Электрохимия», изучающий процессы осаждения металла или оксида на поверхности изделий для придания им новых функциональных свойств или улучшения внешнего вида. Проще говоря, гальваника — это нанесение на металлические изделия защитной металлической пленки.
Как происходят процессы в гальванике?
В специальную ванну наливают раствор (далее — электролит) и помещают изделие, на которое необходимо нанести покрытие. В этот же раствор помещают «аноды» (куски металла, служащие «донором» для покрытия).
К анодам и изделию прикрепляют трансформатор тока (выпрямитель), аноды цепляют на «+», изделие (катод) на «-». Подается электрический ток. Анод потихоньку растворяется в растворе, а затем осаждается на изделии, тем самым образовывая покрытие.
Иногда заказчик задают вопросы «Вы можете сделать гальванику?». Говорить только «Сделать гальванику», понимая под этим какое-то конкретное покрытие, нельзя. Гальваническим способом осаждается более 30 видов металлов и оксидов, поэтому всегда нужно уточнять, какое именно покрытие требуется. Гальваника — это метод, а, например, гальваническое цинкование — это уже конкретное покрытие.
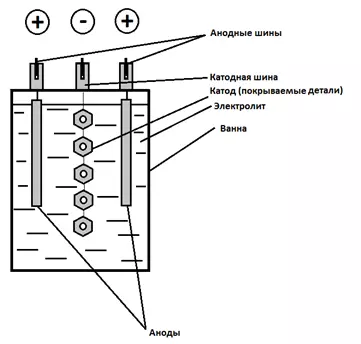
Рисунок 1 — Принципиальная схема электролизера в гальванике.
Эта технология используется на нашем научно-производственном предприятии Электрохимия. Работаем в области гальваники более 7 лет. Мы оказываем услуги по нанесению гальванических и химических покрытий промышленным предпрятиям электронной, авиационной и машиностроительной отрасли. Имеем опыт работ в рамках Гособоронзаказа.
Особенности холодного анодирования
Методика выполняется при низких температурных показателях. Холодное анодирование было разработано по целому ряду причин: высокая прочность, твердость и качество, а также быстрота растворения и достаточная толщина покрытия. Как правило, домашние мастера предпочитают именно эту технологию.
Слой, расположенный со стороны металлической поверхности, увеличивается, а с наружной стороны практически полностью растворяется. При этом технология нуждается в хорошем охлаждении элементов, лишь в этом случае можно добиться высококачественного результата. Покрытие в итоге получится очень износоустойчивым и твердым. К примеру, подводным ружьям, поверхность которых была подвержена холодному анодированию, будет уже не страшна морская вода.
Единственный недостаток — невозможность применения натуральных красителей. Тут все зависит от веществ, входящих в состав обрабатываемого материала. Расцветка при обработке может изменяться от темной до зеленоватой.
Сначала деталь обезжиривается и фиксируется в специальном подвешивающем устройстве. Затем металлический сплав анодируют до тех пор, пока не появится плотный слой. После этого его промывают холодной или горячей водой. На финальном этапе слой укрепляют посредством проваривания в чистой воде.
Способы анодирования алюминия
Наиболее распространенным методом анодирования выступает метод химического оксидирования, когда посредством специального электролита на поверхность алюминия осаживают пленку. Применяют при этом растворы на базе кислот:
- хромовой;
- сульфосалициловой;
- серной;
- щавелевой.
Кроме химического, анодирование бывает интегральным, микродуговым, интерферентным, также используют цветное оксидирование. При добавлении красителя можно получить любой цвет пленки, например черный.
Теплое анодирование
Применяют этот способ анодирования алюминия тогда, когда после необходимо красить изделие. Пленка имеет пористую структуру, что является положительным моментом для адгезии покрытия с эпоксидным красителем. Серьезным минусом можно считать недостаточную прочность механического и коррозионного характера. Активные металлы и морская вода способны легко разрушить покрытие. Такой способ анодирования можно использовать дома.
Нет четко установленной температуры, при которой создают условия образования кристаллического оксида по теплому методу анодирования алюминия. Известно, что он должен протекать в помещении, где поддерживается комфортная для организма температура либо она повышена, но не более чем до 50 °C. Процесс протекает в растворе электролита под воздействием напряжения.
Холодная технология
Холодное анодирование предполагает тот же процесс создания кристаллического оксида, как и при теплой технологии, но температура раствора при этом не должна превышать 5 °C. Особенностью метода является ускоренный рост анодного покрытия со стороны алюминия относительно его же растворения со стороны электролита.
Что происходит при анодировании холодным способом:
- Емкость наполняют электролитом.
- В электролит опускают деталь, подвешивая ее, и соединяют с анодом.
- Катодную пластину также опускают в раствор и подают постоянное напряжение 12 В с плотностью тока 4–1,6 А/дм².
- При покрытии маленьких изделий ждут 30 минут, крупных – 60 минут, после чего снимают напряжение с электродов.
Преимущество холодного способа: получается высокопрочная оксидная пленка, стойкая к любым видам воздействия. Недостаток – плохая адгезия с красителями.
Почему алюминий не ржавеет?
Следующие факторы замедляют и даже полностью приостанавливают процесс порчи металла:
1. Для сохранения антикоррозионных свойств алюминия значение имеет кислотно-щелочной баланс (pH) в диапазоне от 6 до 8 единиц.
2. Металл без примесей лучше справляется с агрессивной средой. Согласно экспериментам, сплав, состоящий на 90% из чистого алюминия, в 80 раз быстрее подвергается коррозии, чем сплав, который состоит на 99% чистого металла.
3. Дополнительный защитный слой помимо естественного сохраняет структуру металла даже в агрессивных средах. Для этого используют анодирование защитного слоя, покрытие специальными красками и полимерными составами.
4. Предотвратить появление ржавчины помогает добавление марганца на 3% в процессе производства алюминия.
Коррозия алюминия – разрушение металла под влиянием окружающей среды.
Для реакции Al 3+ +3e → Al стандартный электродный потенциал алюминия составляет -1,66 В.
Температура плавления алюминия — 660 °C.
Плотность алюминия — 2,6989 г/см 3 (при нормальных условиях).
Алюминий, хоть и является активным металлом, отличается достаточно хорошими коррозионными свойствами. Это можно объяснить способностью пассивироваться во многих агрессивных средах.
Коррозионная стойкость алюминия зависит от многих факторов: чистоты металла, коррозионной среды, концентрации агрессивных примесей в среде, температуры и т.д. Сильное влияние оказывает рН растворов. Оксид алюминия на поверхности металла образуется только в интервале рН от 3 до 9!
Очень сильно влияет на коррозионную стойкость Al его чистота. Для изготовления химических агрегатов, оборудования используют только металл высокой чистоты (без примесей), например алюминий марки АВ1 и АВ2.
Теплостойкость
Теплостойкость анодных покрытий характеризуется температурой плавления оксида алюминия, которая составляет 2050С, что значительно превосходит температуру плавления чистого алюминия или его сплавов. При повышении температуры оксидные пленки не отслаиваются, но при повышении температуры до 100С возможно растрескивание покрытия, что связано с тем, что коэффициент теплового расширения оксидной пленки около 20% от коэффициента расширения основного металла. Растрескивание оксидной пленки оказывает негативное влияние на коррозионно-защитные свойства покрытий и в некоторой степени ухудшает декоративные качества. Растрескивание покрытий, полученных при использовании хромового электролита значительно ниже, чем покрытий, полученных в серной кислоте. При повышении температуры до 400С начинается процесс дегидратации уплотненных покрытий.
Такие характеристики как тепловое излучение и отражательная способность также находятся в прямой зависимости от характеристик оксидного слоя. Способность излучать тепло для чистого алюминия незначительная, возрастает по мере увеличения толщины оксидного слоя, и при 400С алюминий с толстым оксидным слоем способен излучать тепло с интенсивностью более 70% от излучения абсолютно черного тела, а при рабочей температуре водных и паровых реакторов данная характеристика приближается к 100%. Для увеличения способности алюминиевого изделия отражать тепло толщина оксидной пленки должна быть минимальной и в тоже время в достаточной степени обеспечивать защиту поверхности детали от потускнения. При толщине 0,85 мкм оксидная пленка практически не задерживает ИК излучение и полированная поверхность основного металла отражает до 95% излучения. Очевидно, что отражательная способность в значительной степени зависит от чистоты поверхности материала до анодирования – полированная поверхность с высоким классом чистоты будет отражать тепло эффективнее.
Другие растворы анодирования
В некоторых случаях используются электролиты, в которых оксидная пленка алюминия не растворяется – так называемые электролиты барьерного типа. С использованием растворов анодирования содержащих борную кислоту, виннокислый аммоний, борат аммония получают покрытия на деталях, использующихся в электроприборах (электролитических конденсаторах). Например, при обработке в растворе с боратом аммония получают пленки, имеющие пробивное напряжение 550 вольт. Также, данные виды электролитов используются при анодировании алюминия, осажденного в вакууме.
Алюминиевые детали, обработка которых подразумевает нанесение гальванического покрытия после анодирования обрабатывают в растворе, содержащем 25-30% фосфорной кислоты. Получаемые пленки имеют толщину до 6 мк., что связано с высокой растворимостью алюминия в фосфорной кислоте. Процесс проводят при цеховой температуре, плотности тока 10-20 а/мм2 и напряжении 30-60 вольт в течение 10-15 минут.
Твердые пленки золотистого, коричневого или черного цветов получают при использовании раствора, содержащего 40-100 г/л сульфосалициловой кислоты и 30-60 г/л серной кислоты при температуре 30С, плотности тока 2,5-3,5 а/дм2 и напряжении до 80 вольт.
Домашняя технология
В промышленности анодирование металлов производится при участи серной кислоты, но проводить анодирование алюминия в домашних условиях с ее использованием крайне нежелательно в силу выделения большого количества газа. Стоит только образоваться малейшей искре, и тогда не избежать печальных последствий. Сама методика остается неизменной, но вместо кислоты используется сода.
Но прежде стоит подготовить «оборудование»:
- несколько ванночек;
- проводку;
- АКБ или выпрямитель (источник тока);
- реостат;
- амперметр.
Непосредственно для самого процесса нужны именно алюминиевые емкости. Две прочие нужны для приготовления растворов, для чего пригодятся изделия из стекла или пластика.
Чем очистить алюминий от продуктов коррозии и окиси
Давайте посмотрим, как убирать коррозию, окисления, нагар, налет и прочие загрязнения:
Для борьбы с темными пятнами пойдет кислое молоко, кефир, а также рассол. Любым из этих средств заливают дно и оставляют на 12 часов. Затем нужно обильно промыть изделие под проточной холодной водой. Далее все потемнения отмоются обычной тряпкой.
Нагар хорошо убирает кислое яблоко, можно использовать и лимон. Для этого его разрезают пополам и трут половиной поверхность, которую нужно очистить. За счет воздействия кислот нагар можно очень быстро удалить.
Удалять окись можно с помощью соли и теплой воды. Раствор готовят в одинаковых пропорциях. Температура воды может быть любой, самое главное, чтобы соль в ней полностью растворилась. Далее при помощи этого раствора и губки можно очищать поверхность.
Уксус – эффективное средство
Данный метод ухода за алюминиевой посудой и изделиями достаточно простой и эффективный. Нужно взять уксус или уксусную эссенцию. В жидкости смачивают салфетки и очищают загрязненный участок. Уксус легко уберет окиси разной сложности.
Если грязь не поддается, то обрабатываете деталь в кипящем уксусе. Жидкость доводят до кипения, а затем остужают. Когда уксус остынет, то можно заняться очисткой обрабатываемой детали. Если загрязнение сильное, то изделие кипятят в уксусе.
Сода и клей против застарелых окислов
Чистить окислы и нагар можно при помощи этих веществ. В домашних условиях можно приготовить очень сильное средство, которое не только сделает алюминиевую деталь чистой, но и придаст ей новый вид. В емкость наливают горячую воду, а затем в нее добавляют пищевую соду и клей. Ингредиенты берут в следующих пропорциях – на 10 л воды нужно 100 г соды и 100 г канцелярского клея. Все компоненты нужно тщательно перемешать.
Также нужен небольшой брусок обычного мыла, натрите его на терке и добавьте в воду с клеем и содой. Обрабатываемую деталь кладут в готовый раствор на 2-3 час. Затем, когда пройдет время, нужно промыть изделие в воде и насухо вытереть салфетками. Этот способ позволит удалить окисную плёнку.
Общие сведения о технологии анодирования
Технология анодирования алюминия схожа с гальванической обработкой. Оседание ионов оксидов раствора на заготовке происходит в жидком электролите при высоких или низких температурах. Использование нагретого раствора возможно в промышленных установках, где есть возможность тщательного контроля и регулирования напряжения и силы тока в автоматическом режиме.
В домашних условиях обычно пользуются холодным методом. Данный способ достаточно прост, не требует постоянного контроля, а оборудование и расходные материалы — доступны. Для приготовления раствора можно использовать электролит, применяемый в свинцовых автомобильных аккумуляторах. Он продается в каждом автомагазине.
Высокая прочность защитной оксидной пленки зависит от ее толщины, которая в домашних условиях получается при обработке в холодном растворе. Наращивание производится ступенчатым регулированием рабочего тока.
Оксидирование алюминия в черный цвет относится к цветному анодированию. Черный цвет получают в два этапа. Вначале наносится бесцветная пленка электролитическим способом, а затем заготовку помещают солевой раствор кислот. В зависимости от кислоты цвет может быть от бледной латуни до насыщенного черного. Черный алюминий широко используется в строительстве и отделке.
Способы анодирования алюминия
Разработано несколько способов обработки алюминиевых сплавов, но широкое применение нашел химический способ в среде электролита. Для получения раствора используют кислоты:
- серную;
- хромовую;
- щавелевую;
- сульфосалициловую.
Для придания дополнительных свойств в раствор добавляют соли или органические кислоты. В домашних условиях в основном используют серную кислоту, но при обработке деталей сложной конфигурации предпочтительнее использовать хромовую кислоту.
Процесс происходит при температурах от 0°С до 50°С. При низких температурах на поверхности алюминия образуется твердое покрытие. При повышении температуры процесс протекает значительно быстрее, но покрытие обладает высокой мягкостью и пористостью.
Технология твердого анодирования алюминия
Кроме химического метода в некоторых случаях используются следующие методы анодирования алюминия:
- микродуговое;
- цветное:
- адсорбцией;
- опусканием в электролит;
- опусканием в красящий раствор;
- гальваникой;
- интерферентное;
- интегральное.
Твердое анодирование алюминия: достоинства и недостатки
Анодирование алюминия в домашних условиях можно производить двумя способами: твердым (холодным) и теплым. Последний, ввиду своей сложности, в домашних условиях практически не применяется, зато твердое анодирование получило широкое распространение среди умельцев. Это процесс обладает своими достоинствами и недостатками. К первым относятся такие как, получение толстого защитного слоя, который обладает хорошими прочностными характеристиками, а также образование высокопрочной антикоррозионной пленки на поверхности металла.
Среди недостатков отмечают один: неспособность удерживать на своей поверхности равномерный слой красителя на органической основе. Краситель ложится неравномерно и не является стойким. Однако при этом, в процессе твердого анодирования заготовка сама окрашивается в естественные цвета от зеленоватого, через желтовато-бурый до насыщенно серого.
Архитектурное анодирование
Архитектурное анодирование дает покрытие тверже, чем стекло, а это значит, что оно менее подвержено повреждениям, износу и при необходимости может быть очищено при помощи абразива для восстановления исходного блеска. Преимущества анодированного алюминия в архитектуре:
Эстетика
Прозрачный оксидный слой подчеркивает богатый металлический внешний вид алюминия, а не скрывает его, как краска. Оксидный слой, в отличии от порошковой покраски не отслаивается и не шелушится.
Коррозионная стойкость
Оксидный слой устойчив к коррозии и это является одним из самых главных преимуществ анодированного алюминия.
Слой оксида алюминия является стойким, твердым и самообновляющимся, потому что алюминий спонтанно образует тонкий, но эффективный защитный оксидный слой, который предотвращает дальнейшее окисление или коррозию при механическом повреждении.
Анодированный алюминий не будет патинироваться, как медь и цинк, не ржавеет как сталь. Это отличный материал для использования в морской среде и прибрежных водах.
Анодированный алюминий обладает высокой устойчивостью к атмосферным воздействиям даже во многих промышленных средах, в которых часто корродируют другие металлы. Основными загрязнителями в городской среде являются окись углерода и двуокись углерода, которые не влияют на анодированную алюминиевую поверхность.
Долговечность
Обладая очень прочным и устойчивым к истиранию оксидным слоем, анодированный алюминий достаточно прочен, чтобы выдерживать суровые и неблагоприятные климатические условия.
Стойкость к механическим повреждениям
Оксид алюминия является очень твердым соединением, которое признано вторым по твердости после алмаза по шкале минеральной твердости Мооса. Поэтому поверхность анодированного алюминия обеспечивает превосходную устойчивость к царапинам и истиранию.
Без отслоения
Анодирование является электролитическим процессом, который преобразует поверхность металла в оксидный слой, интегрированный в сам металл. Это не покрытие, нанесенное на поверхности металла. Следовательно, нет рисков разрушения анодной пленки, связанных с такими процессами, как пыление, образование пузырей, трещин, сколов или отслоений.
Без выцветания
Такие оттенки как серебро, шампань, бронза, золото и черный не содержат органических элементов. Эти покрытия не выцветают в течение всего срока службы.
Без пыления
Пыление – это формирование мелкодисперсного порошка на окрашенной поверхности пленки под воздействием атмосферных явлений (песчинок, переносимых ветром). Оно может вызвать значительное ухудшение внешнего вида поверхности со снижением уровня глянца, поверхностного блеска и цвета.
Анодированный алюминий не подвержен данной проблеме: он устойчив к негативному воздействию окружающей среды, одинаково стабилен в условиях жаркого (пустынного), морского или влажного климата.
Без образования нитевидной коррозии
Нитевидная коррозия– это «атака» на скрытую область между алюминием и слоем покраски, которая приводит к распространению коррозии под покрасочным слоем.
При анодировании анодный (оксидный) слой составляет одно целое с алюминием, и межуровневый слой просто отсутствует. А это значит, что покрытие никогда не будет подвержено нитевидной коррозии.
Причем в случае повреждения поверхности от удара или прокола, алюминий просто восстановит себя путем естественного окисления.
Равномерное покрытие
При анодировании, изделие полностью погружается в ванну, что обеспечивает равномерное покрытие поверхности оксидной пленкой.
Метод чернения алюминия
#1 NetSkater
- Пользователь
- 6 625 сообщений
Вопрос, ответ на который будет интересен многим самодельщикам – как зачернить алюминий? Требования: 1. Прочность чернения – чтобы не слезало от мелких царапин. Автонитрокраска – не подходит, слезает. 2. Чтобы не вытиралась руками или моющими средствами для оптики (спирт, бензин). Маркером закрасить – тоже не подходит. 3. Чтобы была ровная черная матовая поверхность. 4. Чтобы просто наносить – анодирование и разная сложная химия, за которой надо полгорода обежать – тоже не особенно..
Может есть готовые химсоставы, типа геля для воронения стали – всяких там Liquid Blue (но только по алюминию)? Посоветуйте, пожалуйста.
#2 Гость_Не эрмитаж_*
Гость
1) Наша компания предлагает ряд услуг, среди которых – анодирование деталей из алюминия склонных к окислению на воздухе. нашими Партнерами и клиентами стали предприятия агропрома и автозаводы, предприятия пищевой промышленности и рекламные фирмы, торгующие организации и строительные компании, а также просто ЛЮДИ от домохозяек и рыбаков, до любителей сверхлегкой авиации. +7 Москва, ул. Клары Цеткин, 29 https://www.intormetall.ru/ https://www.intormetall.ru/prof6/1/
Закрепление детали
Перед началом процесса анодирования деталь должна быть прочно зафиксирована на подвесных приспособлениях для более плотного электрического контакта. В качестве подвесных устройств рекомендуется использовать алюминиевые конструкции или сплавы на основе титана с дюралем. Само крепление может производиться с помощью винтовых или пружинных зажимных механизмов. Для дополнительной страховки нередко применяют и алюминиевую тугую проволоку. Участки конструкции, которые не будут участвовать в контакте, необходимо изолировать. Это можно сделать или посредством ленты из полиэтилена, или с помощью кислотостойкого лака
Второй метод требует дополнительной осторожности, поскольку цветное анодирование алюминия в домашних условиях предусматривает максимальное исключение факторов стороннего влияния на поверхности заготовки. То есть обработка лаком должна быть произведена заблаговременно с полным просыханием поверхности
Также следует учитывать, что неплотный контакт подвесной системы с целевым материалом может вызвать перегрев последнего. Данный эффект, в свою очередь, приведет к разрушению оксидного покрытия и снижению прочности нанесенной пленки.



