Что такое анодированный алюминий и как анодируют алюминиевый профиль
Содержание:
- Что такое гальваника?
- Причины возникновения и способы устранения дефектов при анодировании алюминиевых сплавов
- Как происходит процесс анодирования?
- Холодное анодирование
- Особенности анодированных
- Цели гальваники.
- Способы выполнения процедуры
- Что такое анодирование
- Снятие анодных покрытий
- Холодная технология
- Обсуждение с заказчиком технического задания и подготовка электролита.
- Теплостойкость
- Общие сведения об анодном оксидировании (анодировании) алюминия.
- Хромирование авто
- Прочность, эластичность и твердость анодных пленок
- Другие растворы анодирования
- Конверсионные процессы (Химическое оксидирование , Анодирование, химическое фосфатирование).
Что такое гальваника?
Гальваника – раздел в науке «Электрохимия», изучающий процессы осаждения металла или оксида на поверхности изделий для придания им новых функциональных свойств или улучшения внешнего вида. Проще говоря, гальваника — это нанесение на металлические изделия защитной металлической пленки.
Как происходят процессы в гальванике?
В специальную ванну наливают раствор (далее — электролит) и помещают изделие, на которое необходимо нанести покрытие. В этот же раствор помещают «аноды» (куски металла, служащие «донором» для покрытия).
К анодам и изделию прикрепляют трансформатор тока (выпрямитель), аноды цепляют на «+», изделие (катод) на «-». Подается электрический ток. Анод потихоньку растворяется в растворе, а затем осаждается на изделии, тем самым образовывая покрытие.
Иногда заказчик задают вопросы «Вы можете сделать гальванику?». Говорить только «Сделать гальванику», понимая под этим какое-то конкретное покрытие, нельзя. Гальваническим способом осаждается более 30 видов металлов и оксидов, поэтому всегда нужно уточнять, какое именно покрытие требуется. Гальваника — это метод, а, например, гальваническое цинкование — это уже конкретное покрытие.
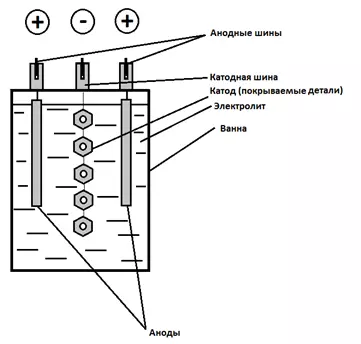
Рисунок 1 — Принципиальная схема электролизера в гальванике.
Эта технология используется на нашем научно-производственном предприятии Электрохимия. Работаем в области гальваники более 7 лет. Мы оказываем услуги по нанесению гальванических и химических покрытий промышленным предпрятиям электронной, авиационной и машиностроительной отрасли. Имеем опыт работ в рамках Гособоронзаказа.
Причины возникновения и способы устранения дефектов при анодировании алюминиевых сплавов
Типовой технологический процесс анодирования проводят на автоматических линиях с программным управлением. Детали и изделия загружаются на подвески и перемешиваются с помощью операторов или манипуляторов. Для получения толстых оксидных пленок поддерживают низкую температуру электролита и применяют внутреннее охлаждение деталей. Для получения оксидных пленок толщиной 40-60 мкм достаточно интенсивного перемещения, охлаждения или циркуляции электролита.
Сложнопрофилированные детали анодируют с дополнительными катодами, которые располагают так, чтобы не допускать воздушных мешков при загрузке и накоплении газов при анодировании. Мелкие детали (заклепки, винты, гайки, болты, фурнитура) при анодировании насыпают в специальные алюминиевые стаканы (корзины). В корзину с мелкими деталями для улучшения контакта загружают алюминиевую стружку, а для улучшения качества оксидных пленок корзины охлаждают.
Процесс анодирования сопровождается увеличением напряжения тока по мере повышения толщины оксидной пленки. Падение напряжения свидетельствует о плохом контакте детали при подводе тока или «пробое» анодной оксидной пленки. С бракованных деталей снимают оксид в растворе (температура раствора 90 °С), содержащем 35 мл/дм 3 H 3 SO 4 плотность 1,7 г/см З ) и 20 г/дм 3 СО3, после чего подвергают их повторному анодированию. В табл. 20 приведены причины возникновения и способы устранения дефектов при анодировании алюминиевых сплавов.
20. Причины возникновения и способы устранения дефектов при анодировании алюминиевых сплавов
Пятна,затеки на поверхности деталей
Плохое обезжиривание, большое содержание алюминия в электролите
Провести качественное обезжиривание,удалить Al из электролита
Отсутствие пленки на отдельных участках
Плохая подготовка деталей
Загрязнение аксидируемой поверхности маслом, лаком или краской
Соблюдать технологические условия нанесения лака, краски
Растрескивание оксидной пленки
Плохое перемешивание электролита
Применить интенсивное перемешивание и охлаждение электролита
Прожог металла, искрение, темные пятна
Короткое замыкание анодом и катодом
Локальное повышение тока — «пробой»
Применить движение электролита, снять искрение
Местное растравливание, отсутствие пленки на сложном профиле
Недостаточная промывка деталей после анодирования. Наличие газовых пузырей
Увеличить время промывки в проточной воде. Устранить газовые пузыри
Источник
Как происходит процесс анодирования?
Вся процедура состоит из трех этапов работы: подготовки металла, его химической обработки и закреплении покрытия на поверхности. Предлагаем подробнее рассмотреть каждую из указанных фаз на примере обработки такого материала как алюминий:
- Подготовительный этап. Профиль из металла очищается механическим путем, после чего шлифуется и обезжиривается. Сделать это необходимо для того, чтоб покрытие крепко зафиксировалось на основе. Далее в действие вступает применение щелочей. Деталь помещают в раствор на некоторое время для травления, после чего перекладывают в кислотную жидкость, где алюминий осветляется. Завершающей стадией анодной подготовки является полная промывка деталей от остатков щелочи и кислоты.
- Химическая реакция. Заготовленное изделие кладут в электролит. Он представляет собой раствор из кислоты, к которому подключено воздействие тока. Анодируемый материал чаще всего обрабатывают с помощью серной кислоты, а для достижения расцветки применяют щавелевый ее аналог. Успешный результат достигается при правильных показателях температуры и плотности тока. Твердое анодирование предполагает использование низких температур, если же цель – получить мягкую и пористую пленку – показатели повышают.
- Этап фиксирования покрытия. Полученные алюминиевые детали с образовавшейся на них пленкой имеют пористый вид, поэтому их необходимо упрочнить. Для этого применяется несколько методов: окунание изделия в горячую воду, обработка паром или холодным раствором.


Стоит отметить, что таким анодированием покрывают металлы на промышленных предприятиях. Особо прочный тип покрытия реально получить при твердом типе процедуры. Данный материал применяется в автопроизводстве, строении самолетов и строительстве.
Это интересно: Виды гидроизоляционной обработки фундамента (видео)
Холодное анодирование
Технология холодного нанесения анодного слоя предусматривает обработку алюминия при температуре от -10 до +10 °C. Качество металла, обработанного таким образом, несравненно выше, чем при тёплом анодировании.
Алюминий получает отличные физические характеристики:
- высокую прочность.
- малую скорость растворения слоя.
- большую толщину плёнки.
При холодном анодировании нужно обязательно осуществить следующие процедуры:
- обезжиривание обрабатываемой поверхности.
- помещение детали на подвеску.
- анодирование до получения плотного оттенка.
- промывка в воде с любой температурой.
- закрепление анодного слоя на пару или в горячей дистиллированной воде.
Отличительной особенностью процесса является большое время принудительного охлаждения. После этого слой анодированного алюминия становится абсолютно невосприимчивым к воздействию агрессивных сред. Только титан спустя несколько десятков лет способен незначительно снизить физические характеристики полученного холодным способом анодированного алюминия.
Покрытие характеризуется исключительной красотой и износостойкостью. У технологии есть только один минус: при повторной окраске можно пользоваться только неорганическими соединениями.
Особенности анодированных
Данная процедура широко применяется в промышленных масштабах, кроме того, осуществить самостоятельное оксидирование стали, алюминия или меди можно и в домашних условиях. Последний вариант будет отличаться от профессионального процесса, однако он удобен для обработки небольших деталей.

Изделия, которые на своей поверхности имеют образовавшуюся после анодирования пленку, обладают следующими характеристиками:
- повышенная устойчивость к коррозии;
- увеличивается прочность таких материалов как сталь и алюминий;
- изделие становится нетоксичным;
- отсутствие возможности проведения тока;
- подготовленная поверхность подходит под дальнейшую обработку с помощью гальванического покрытия.
Процедура анодирования металла применяется для производства посуды – обработанные таким методом изделия не пригорают на плите и безопасны для приготовления пищи. Материалы с оксидной пленкой используют при изготовлении некоторых инструментов, строительных материалов, светотехнических приборов, предметов домашнего обихода. Кроме того, обработке подвергаются изделия из серебра.

Обработанные анодированием поверхности инструментов и приспособлений не растрескиваются при эксплуатации, сохраняя первозданный вид на долгий срок. Кроме того, плоскость становится более крепкой, что позволяет ей выдерживать повышенные нагрузки и механическое воздействие.
Цели гальваники.
Главная цель — получение нужных свойств у изделия. Например, защита от коррозии. Представьте, что на огромной фабрике заржавел и сломался механизм основного двигателя и все процессы остановились. Это миллионы рублей потерь в день. Гораздо проще гальванически защитить от ржавчины все детали механизма и не допускать подобного.
Иногда вместо того, чтобы изготовить изделие полностью из дорогого металла, экономнее выполнить его из дешевого и покрыть гальваникой. Например, таким образом изготавливают медали для чемпионатов, делают из латуни, покрывают золотом, серебром и бронзой.
Далее приведем основные металлы, наносимые в гальванике, и укажем, какие свойства они обеспечивают для изделия:
Цинк (защита от коррозии, улучшение внешнего вида)
Олово (защита от коррозии, улучшение электропроводности, улучшение паяемости, улучшение свинчиваемости резьбовых соединений)
Никель (защита от коррозии, увеличение твердости, увеличение износостойкости, улучшение электропроводности, улучшение паяемости, улучшение внешнего вида)
Медь (применяется как мягкий подслой под другие покрытия, улучшение свинчиваемости, улучшение тепло- и электропроводности)
Хром (защита от коррозии, увеличение твердости, увеличение износостойкости)
Серебро (улучшение электропроводности, улучшение паяемости, улучшение внешнего вида)
Свинец (антифрикционные свойства, улучшение паяемости, защита от кислот)
Кадмий (защита от коррозии в морских условиях)
Оксиды. (увеличение износостойкости, защита от коррозии). Это отдельная группа. О ней читайте в п.6
Это не полный перечень металлов и их свойств. Подробнее читайте в каталоге статей по гальванике в разделах «Как выбрать покрытие?» и «Где какие покрытия применяются?»
Способы выполнения процедуры
Анодирование меди и других металлов может выполняться несколькими способами. Каждый из них имеет свои преимущества и недостатки, особенности проведения.
Теплый метод
Стадии анодирования
Самый простой метод выполнения анодирования, который можно применить даже в домашних условиях. Процесс обработки происходит при комнатной температуре. При применении органической краски, йода или зеленки можно существенно улучшить эстетические качества обрабатываемых деталей.
Твердое анодирование металла по такой технологии провести не удастся. Если это сделать, на поверхности материала образуется тонкая оксидная пленка, которая не обеспечивает надежной защиты от коррозии и легко повреждается. Но если после выполнения подобной обработки провести окрашивание изделий, сцепление красящих составов с поверхностью будет отличным. Именно таким способом можно обеспечить качественную защиту от коррозии и продлить срок службы деталей.
Холодный метод
Для выполнения анодного окисления холодным методом необходимо обеспечить стабильность температуры. Она должна находиться в пределах -10–+10°С. Оптимальной температурой считается 0°С, что соответствует параметрам, при которых происходит идеальная электрохимическая реакция.
Методы цветного анодирования алюминия
При достижении указанных показателей анодная и катодная обработка металла будет происходить более качественно, образуя на поверхности прочную пленку. Она лучшим образом защищает от коррозии.
С помощью холодного метода можно выполнить гальваническое напыление меди, золота и прочих металлов. Для этого необходимо правильно рассчитать силу тока, используя специальные уравнения. Полученные детали практически невозможно повредить. Они отличаются долгим сроком службы в особенно агрессивной среде (при контакте с морской водой).
Незначительным минусом данной технологии считается невозможность нанесения на полученную поверхность краски. Для изменения цвета применяют метод напыления металла или используют электрический ток определенной величины.
Что такое анодирование
Процессом анодирования называется электролитическая химическая реакция металла с окислителем. Тонкий слой оксида наносится на металлическую поверхность, которая в процессе реакции исполняет роль анода. За счёт поляризации в электролитической проводящей среде тонкой оксидной плёнкой можно покрывать как чистые металлы, так и различные сплавы. Оксидный слой эффективно защищает от коррозии и выгорания при воздействии прямых солнечных лучей. Наиболее востребованы в промышленности подвергшиеся анодированию сплавы алюминия и магния.
Конечной целью анодирования является создание на поверхности листа алюминия так называемой АОП – анодной оксидной плёнки. Она выполняет две основные функции:
- Защита от внешних воздействий;
- Украшение.
Во втором случае в проводящую среду добавляются красители различных цветов со строго определённым химическим составом.
Первыми внедрили в производство промышленное анодирование алюминия инженеры из Великобритании. Созданный таким способом лёгкий и прочный металл начали применять в авиационной промышленности. Позже появился стандарт анодирования металла, который успешно применяется в современном авиастроении. Он имеет номенклатурную маркировку DEF STAN 03-24/3.
В состав покрытия входят два компонента:
- органический;
- анодно-хромовый.
Краска, нанесённая в соответствии со стандартом, очень устойчива к истиранию и другим механическимповреждениям.
Снятие анодных покрытий
Удалить некачественное анодное покрытие можно только со всей поверхности изделия, частичное восстановление пленки в большинстве случаев невозможно. Покрытие, как правило снимают в растворах, содержащих едкие щелочи. Процесс проходит под строгим контролем основных режимов, т. к. такие растворы обладают высокой степенью воздействия на основной металл. Классическим и менее всего воздействующим на поверхность алюминия признают раствор, содержащий 35 мл/л фосфорной кислоты и 20 г/мл хромовой кислоты. Обработка проходит в течение 1-10 мин, в зависимости от толщины пленки при температуре 95-100С. для снятия твердых анодных покрытий используют указанный раствор с повышенной два раза концентрацией, при этом поверхность алюминиевых сплавов, содержащих медь может окрашиваться в серый или черный цвет.
Повторная обработка изделий после удаления анодной пленки возможна после оценки состояния поверхности изделия, если чистота поверхности достаточна для нанесения покрытия и полирование не требуется, можно приступать к процессу незамедлительно.
Следует отметить, что при обработке деталей для которых необходимо точное соблюдение первоначальных размеров потребуется повторное анодирование с нанесением пленки большей толщины, чем была первоначально. Это связано с тем, что при снятии и повторном нанесении покрытия потери могут составлять от половина до двух третей первоначальной толщины пленки.
|
Холодная технология
Для проведения анодирования алюминия необходимы:
- источник питания 12 В (АКБ, стабилизатор);
- алюминиевые провода;
- реостат;
- амперметр;
- емкости для растворов.
Вначале проводятся подготовительные работы, описанные выше. Затем детали необходимо закрепить. Не следует забывать, что под крепежным элементом пленка не образуется. А подвешенные заготовки при опускании в емкость не должны касаться стенок и дна.
К деталям от источника питания подключается анод, соответственно к емкости катод. Плотность тока подбирается в пределах 1,6-4 А/дм2. Рекомендуемые значения 2-2,2 А/дм2. При малых значениях процесс будет протекать медленнее, а при больших может возникнуть пробой цепи и покрытие начнет разрушаться.
Не рекомендуется, чтобы температура электролита поднималась выше 5°С. При анодировании электролит нагревается не равномерно. В центре он теплее, чем в углах емкости, поэтому необходимо постоянное перемешивание.
Продолжительность анодирования при холодном способе составляет около получаса для небольших элементов. Для крупных деталей продолжительность может составлять 60-90 минут. На окончание процесса указывает измененный цвет на поверхности алюминиевого изделия. После отсоединения проводов деталь промывается.
Обсуждение с заказчиком технического задания и подготовка электролита.
Изделие нельзя просто начать покрывать, как только его привез клиент. Обязательно требуется техническое задание (ТЗ) на гальваническое покрытие. Оно составляется исходя из целей клиента. Что он хочет в конечном итоге получить? Его цель – красивый сувенир, который будет лежать на полке – выбираем хром или никель. Цель – защита стального изделия от коррозии на 20 лет – выбираем цинк. Цель – хорошая электропроводность шины в электротехническом шкафу – наш вариант олово/серебро/никель. И т.д.
Здесь же требуется оговорить толщину покрытия. Чем больше толщина — тем лучше покрытие защищает изделие, но и цена покрытия выше.
Если ТЗ на гальванику у Заказчика не имеется — достаточно словестного описание, какие свойства необходимы для изделия. Или в каких условяих будет работать деталь. Грамотный менеджер сам подберет гальваническое покрытие. Вы можете позвонить в наш офис для бесплатной консультации.
Подготовка электролита. Гальванические предприятия работают на заранее приготовленных штатных электролитах. Растворы надежны, проверены и подходят для большинства заказов. Но в ряде случаев требуется развести персональный раствор для достижения определенных характеристик покрытия. Перед каждым запуском нового заказа в работу инженеры анализируют, подойдет ли штатный раствор или нужен персональный.
Теплостойкость
Теплостойкость анодных покрытий характеризуется температурой плавления оксида алюминия, которая составляет 2050С, что значительно превосходит температуру плавления чистого алюминия или его сплавов. При повышении температуры оксидные пленки не отслаиваются, но при повышении температуры до 100С возможно растрескивание покрытия, что связано с тем, что коэффициент теплового расширения оксидной пленки около 20% от коэффициента расширения основного металла. Растрескивание оксидной пленки оказывает негативное влияние на коррозионно-защитные свойства покрытий и в некоторой степени ухудшает декоративные качества. Растрескивание покрытий, полученных при использовании хромового электролита значительно ниже, чем покрытий, полученных в серной кислоте. При повышении температуры до 400С начинается процесс дегидратации уплотненных покрытий.
Такие характеристики как тепловое излучение и отражательная способность также находятся в прямой зависимости от характеристик оксидного слоя. Способность излучать тепло для чистого алюминия незначительная, возрастает по мере увеличения толщины оксидного слоя, и при 400С алюминий с толстым оксидным слоем способен излучать тепло с интенсивностью более 70% от излучения абсолютно черного тела, а при рабочей температуре водных и паровых реакторов данная характеристика приближается к 100%. Для увеличения способности алюминиевого изделия отражать тепло толщина оксидной пленки должна быть минимальной и в тоже время в достаточной степени обеспечивать защиту поверхности детали от потускнения. При толщине 0,85 мкм оксидная пленка практически не задерживает ИК излучение и полированная поверхность основного металла отражает до 95% излучения. Очевидно, что отражательная способность в значительной степени зависит от чистоты поверхности материала до анодирования – полированная поверхность с высоким классом чистоты будет отражать тепло эффективнее.
Общие сведения об анодном оксидировании (анодировании) алюминия.
Поверхность алюминия и его сплавов ввиду склонности к пассивации постоянно покрыта естественной окисной пленкой. Толщина пленки зависит от температуры окружающей среды и составляет обычно 2-5 нм. Коррозионную и механическую прочность алюминия можно увеличить в десятки и сотни раз, подвергая его электрохимическому оксидированию (анодированию).
Анодирование — это процесс получения из алюминия защитной оксидной пленки. Производится электрохимическим методом в водных растворах. Плотность такого покрытия составляет 2,9-3,8 г/см3, в зависимости от режима получения.
Назначение покрытия — защита изделий от коррозии, увеличение износостойкости, придание декоративного внешнего вида (при наполнении красителями)
|
Обозначение |
Ан.Окс — анодирование без дополнительных требований; Ан.Окс.нв — с наполнением в воде; Ан.Окс.нхр — с наполнением в растворах хроматов; Ан.Окс.(цвет красителя) — с наполнением в красителе, пример — Ан.окс.ч; Аноцвет — цветное анодирование, полученное непосредственно из ванны; Ан.Окс.тв — твердое; Ан.Окс.из — электроизоляционное; Ан.Окс.эмт — эматаль; Ан.Окс.эмт. (цвет красителя) — эматаль с наполнением в красителях, пример — Ан.окс.эмт.ч; Ан.Окс.хр — анодирование из хромовокислого электролита. |
|
Толщина покрытия |
6-40мкм (для Ан.окс.тв толщина выше) |
|
Микротвердость (зависит от марки сплава алюминия) |
1960-2450 МПа — Д1, Д16, В95. 2940-4900 МПа — А5, А7, А99, АД1, АМг2, АМг2с, АМг3, АМг5, АМг6, АМц. 4900 МПа — для эматалиевого покрытия. |
|
Удельное электрическое сопротивление при 18оC |
1012 Ом⋅м |
|
Допустимая рабочая температура |
100о C (возможно увеличение при наполнении красителями) |
Анодно-оксидные покрытия разделяют на следующие группы:
- защитные (9-40 мкм) — предъявляются требования только по коррозионной стойкости;
- защитно-декоративные (9-40 мкм) — важна не только коррозионная стойкость, но и внешний вид (сюда же можно отнести цветные и окрашенные покрытия);
- твердые (обычно >90 мкм) — в первую очередь нужна повышенная микротвердость поверхности. Могут также выполнять функцию электроизооляционных);
- электроизоляционные (40-90 мкм) — оценивается величина пробивного напряжения;
- тонкослойные (до 9-15 мкм) — используются, как правило, под окраску, либо для сохранения глянца поверхности после покрытия;
- эматаль.
- покрытия с комбинированными свойствами.
Рисунок 1 — Анодирование металла. Примеры.
Ан.окс.тв — это твердое анодирование алюминия, которое отличается от стандартного покрытия Ан.Окс высокой толщиной и особенностями процесса нанесения. В ряде случаев у твердого покрытия толщина достигает сотен микрометров, тогда как в обычном покрытии она измеряется десятками. Высокая толщина и твердоть Ан.Окс.тв обеспечивает непревзойденную износостойкость поверхности алюминия.
В качестве электролитов применяются:
- Малоагрессивные фосфорная, лимонная, борная кислота;
- Агрессивные серная, сульфосалициловая кислота, хромовый ангидрид.
Анодирование металла всегда идет при повышенном напряжении, чаще всего от 12 до 120 В. Иногда напряжение может достигать огромных для гальваники значений — до 600В.
Выделяющиеся на аноде продукты реакции могут:
- полностью растворяться (покрытие не образуется);
- создавать на поверхности металла прочно сцепленное тончайшее (десятки нанометров) компактное электроизоляционное оксидное покрытие;
- частично растворяться в электролите и образовывать пористое оксидное покрытие толщиной в десятки и сотни микрометров.
После нанесения пористое покрытие может оставаться «как есть», уплотняться в воде, либо наполняться. В первом случае покрытие прекрасно подходит под нанесение лакокрасочных материалов и оклеивание. Во втором покрытие сохраняет серебристый цвет и становится более коррозионно-стойким. В третьем случае покрытию можно придать цвет без нанесения лакокрасочных материалов. Подробнее об этом написано в разделе 6.
Хромирование авто
Прежде, чем продолжить, нужно уяснить, в автотюнинге термин «хромирование» упоминается как окрашивание краской. Блестящей краской на основе серебра, выглядит она как хром, но ничего общего с настоящим металлическим хромом не имеет.
Дело в том, что настоящий хром обладает огромным количеством полезных свойств, не присущих краске. А для людей, занимающихся реставрацией авто важную роль играет цена покрытия. Нанести краску более чем в 10 раз дешевле, чем металлический хром. Вот её и наносят. Ни о какой износо- и термостойкости здесь речи быть не может.
Если вам тюнинговое ателье предлагает вам хромирование отражателей или дисков, уточните, как они наносят покрытие. Скорей всего, это будет распыление из баллончика или шланга. Выглядит правда круто, но имейте в виду, это просто краска. Любой другой метод (вакуумное, гальваническое, диффузионное) – это уже другое дело, здесь пахнет качеством!
Вот статьи про реставрацию авто хромом:
Прочность, эластичность и твердость анодных пленок
Наибольшее влияние на свойства анодного покрытия оказывает режим работы ванн анодирования (режим процесса). Рассмотрим, как изменяются свойства покрытий в зависимости от основных характеристик процесса:
- Повышение температуры раствора и кислотности электролита (быстрое увеличение скорости растворения металла в процессе) – увеличение мягкости, эластичности и поглощающей способности покрытия, снижение защитной способности.
- Повышение плотности тока (уменьшение скорости растворения металла при перемешивании раствора) – механические свойства покрытия зависят от температурного режима и степени перемешивания, защитная способность покрытий увеличивается.
- Увеличение продолжительности процесса (увеличение скорости растворения металла в процессе) – незначительное увеличение мягкости, эластичности и поглощающей способности, повышение защитных свойств.
- Использование переменного тока (скорость растворения металла не меняется) — увеличение мягкости, эластичности и поглощающей способности, снижение защитных свойств анодного покрытия.
Прочность анодированного алюминия
Прочность и пластичность анодных пленок не отличается от характеристик основного металла, что нельзя сказать об усталостной прочности – при получении твердого анодного покрытия сопротивление усталости может быть снижено до 50%. Для нивелирования данного эффекта изделия обрабатывают в 5%-ном кипящем растворе бихромата калия в течение 10-15 минут, при этом основные характеристики анодной пленки не изменяются.
Эластичность и твердость
Как показано выше, твердость и эластичность анодного покрытия в значительной степени зависит от режима работы ванны анодирования. Характеристики эластичности и твердости не измеряются непосредственно, покрытие считаются гибкими (при условии, если поверхность изделия не имела дефектов в виде волосяных трещин), однако изделия нельзя непрерывно деформировать без повреждения пленки. При использовании переменного тока анодные пленки получаются более эластичными, соответственно снижается прочность покрытий. Использование хромовой кислоты также увеличивает степень эластичности пленки. В числовом выражении эластичность можно выразить в степени максимального удлинения металла до образования волосяных трещин (микротрещин), даже при использовании наиболее благоприятного режима процесса и хромового электролита данная величина составит не более 0,3%. На острых углах возможно растрескивание пленки, что оказывает существенное влияние на защитные свойства пленки, в частности на коррозионную защиту. Твердость по шкале Маха анодной пленки составляет 7-9, что значительно ниже, покрытия хромом, полученного гальваническим методом.
Другие растворы анодирования
В некоторых случаях используются электролиты, в которых оксидная пленка алюминия не растворяется – так называемые электролиты барьерного типа. С использованием растворов анодирования содержащих борную кислоту, виннокислый аммоний, борат аммония получают покрытия на деталях, использующихся в электроприборах (электролитических конденсаторах). Например, при обработке в растворе с боратом аммония получают пленки, имеющие пробивное напряжение 550 вольт. Также, данные виды электролитов используются при анодировании алюминия, осажденного в вакууме.
Алюминиевые детали, обработка которых подразумевает нанесение гальванического покрытия после анодирования обрабатывают в растворе, содержащем 25-30% фосфорной кислоты. Получаемые пленки имеют толщину до 6 мк., что связано с высокой растворимостью алюминия в фосфорной кислоте. Процесс проводят при цеховой температуре, плотности тока 10-20 а/мм2 и напряжении 30-60 вольт в течение 10-15 минут.
Твердые пленки золотистого, коричневого или черного цветов получают при использовании раствора, содержащего 40-100 г/л сульфосалициловой кислоты и 30-60 г/л серной кислоты при температуре 30С, плотности тока 2,5-3,5 а/дм2 и напряжении до 80 вольт.
Конверсионные процессы (Химическое оксидирование , Анодирование, химическое фосфатирование).
Главное отличие этих процессов – Вы не наносите покрытие поверх изделия, а производите его из самого металла изделия. Грубо говоря, на поверхности образуется защитная корочка. Поэтому после покрытия размеры изделия практически не увеличиваются (защитная пленка растет вовнутрь)
Еще важное отличие – полярность. Для обычных покрытий изделие цепляют на «-», а аноды на «+»
Здесь же все наоборот. Изделие будет «+» и будет растворяться в процессе, а аноды должны быть на «-».
Химическое оксидирование (Хим.окс) применятся для стальных или алюминиевых изделий. После покрытия на поверхности образуется очень тонкая защитная корочка. (2-3мкм).
Анодирование (Ан.окс) – для алюминия. В этом случае защитная корочка толще (20-40мкм).
Фосфатирование (Хим.фос) – для стальных изделий. На поверхности образуется пленка из соли железа (фосфаты, 20-40мкм).
Рисунок 2 — Анодирование
Рисунок 3 — Химическое оксидирование
Рисунок 4 — Химическое фосфатирование
Покрытия отличаются относительно низкой стоимостью. (особенно Хим.окс)



